Double click to start editing the text
Lite information om
YTMONTERING
YTMONTERING
Förenklat finns det tre olika sätt att ytmontera elektronikkomponenter på ett mönsterkort men gemensamt för dem är att man först lägger på lodet (lödpasta). Det gör man på de ställen komponenten ska lödas fast.
Ett motstånd t.ex. har oftast två sidor som förbinder själva resistorn. En hålmonterad komponent har två oisolerade metalltrådar på var sin sida. Ett ytmonterat motstånd har två s.k. anslutningar. De är blanka medan själva motståndskroppen ofta är svart, vit eller blå.
På mönsterkortet (den omonterade plattan med ledningsdragningen) finns motsvarande "paddar" som ofta kan vara av förtennad koppar, kemiskt guld eller annat som är bra för lödning.
På dessa paddar lägger man således lödpastan. Den är komplett med lodet och flussmedlet som gör att man får en bra och säker förbindning. Lodet kan läggas på för hand och då oftast med en dispenser (dispensering) som ger möjlighet att "dutta" ut lämplig mängd lod med hjälp av tryckluft eller för hand genom att trycka ut den. Så gör man ofta när det gäller enklare kort och vid t.ex. prototyper.
Vid större antal komponenter kan man låta en maskin göra detta. Den hittar då automatiskt (med hjälp av en dispenseringsfil från CAD-systemet) var paddarna är och pressar ut pastan på kortet.
Det finns snabba dispenseringmaskin men vid serieproduktion används oftast en pastaplåt (i t.ex. tunnt, rostfritt stål) som har hål för paddarna. Man lägger på en mängd pasta och drar med ett platt verktyg (ungefär som en isskrapa) ut pastan över plåten (stencilen). Där hålen är i plåten fastnar pasta på mönsterkortet.
På liknande sätt gör man för komponenter med flera pen eller varierande storlekar.
Det är ett snabbt sätt och pastabetrykningen kan ske manuellt eller med hjälp av en automatisk maskin.
Efter det kommer någon av de tre olika varianterna på montering av komponenterna dvs ytmonteringen. Man tar helt enkelt och monterar komponenter så att de ligger med anslutningarna på lodet.
Själva monteringen kan göras för hand med hjälp av en pincett (vanlig eller med vacum). Komponenten hålls fast på kortet av pastan eftersom vikten av komponenten är så obetydlig. Mycket tunga komponenter kan faktiskt behöva limmas men vi lämnar den delen.
Att sitta och handmontera är tidsödande och därför kan man få hjälp av maskinen som väljer ut lämplig komponent (automatisk eller semimanuell montering). En sådan maskin kan även ha möjlighet att visa var komponenten ska sitta med hjälp av ljus eller genom att styra pincetten i x- och y-led.
Den tredje metoden är att automatmontera. Då får man en pick-and-placefil från CAD-systemet som man laddar in i en automatmonteringsmaskin. Man lägger in komponenter och registrerar dem samt kalibrerar maskinen och var kortet ligger. Här är även komponenthöjderna viktiga men det finns oftast en standardisering för t.ex. R0805, C0402, SOIC-8 med fler. Dvs komponenterna har specifik storlek i x, y samt z ledet.
Sedan kan maskinen montera komponenterna på kort efter kort beroende på hur stor serien är. Moderna maskiner har oftast även bildkontroll som verifierar monteringen. Beroende på hur stora serier som ska produceras finns mer eller mindre avancerade maskiner för antal kort per tidsenhet eller egentligen antalet komponenter per minut eller timma.
Komponenterna ligger i remsa på rullar (tejp), i sk plattor eller rör. Maskinen matar fram komponenter automatiskt och det hela resulterar i ett monterat mönsterkort s.k. kretskort. Det är bara att fylla på kort och komponenter när det behövs. Det finns även maskiner som plockar lösa komponenter. Vi har en sådan.
När kortet är bestyckat avsynas det av maskinen eller manuellt och läggs sedan i en ugn som värmer upp kort och komponenter. Pastan smälter och när den är avkyld har man ett kort med perfekta lödningar.
När kortet är i ugnen värms det oftast i flera steg för att inte komponenterna ska röra på sig och för att lödningarna ska bli så bra som önskat. En sådan fas kan t.ex. vara förvärmning, lite avkylning, förvärmning till nästan smältvärme, smältvärme och sedan en extra topp för att garantera lödningarna. Allt med olika tisenheter. Här brukar det vara en transportör som kortet ligger på (liknande bagagebandet på en flygplats men anpassat föpr värme). Då passerar kortet olika xoner. Även avkylningen sker i steg.
Att ställa in ugnens olika steg är oftast en erfarenhetsfråga som en ugnsoperatör lär sig. Här ska även tilläggas att den som bestämmer var komponenterna ska sitta på kortet ofta rådgör men ugnsoperatören för att värmespridningen över kortet ska bli så optimal för komponenterna som möjligt. Det kan påverka hur lång livstid man kan förvänta sig av ett färdigt kretskort i funktionell drift.
Detta var en förenklad beskrivning av ytmontering till färdiga kretskort.
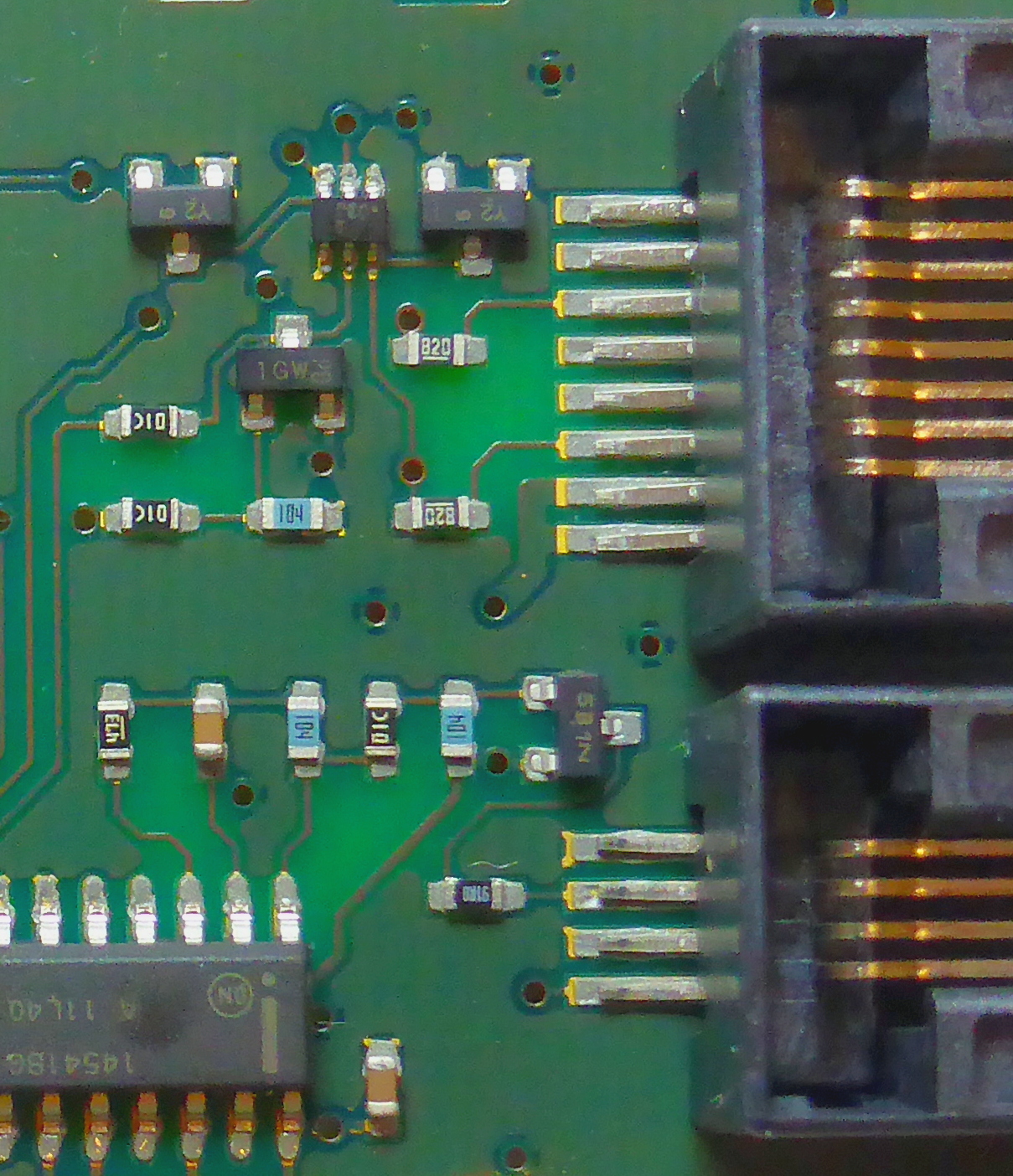
OBSERVERA! Den stora bilden av ett monterat mönsterkort högst upp är tagen före ugn. Vi brukar göra så och skicka till vår uppdragsgivare för att man ska kunna kontrollera kortet. När det sedan körs i ugn blir lödningarna blanka och fina. Dessutom glider komponenterna in på paddarna av kapiläreffekten om paddar och komponenter överenstämmer. Vill du ha hjälp med caddning kan vi även ordna det.
Ett motstånd t.ex. har oftast två sidor som förbinder själva resistorn. En hålmonterad komponent har två oisolerade metalltrådar på var sin sida. Ett ytmonterat motstånd har två s.k. anslutningar. De är blanka medan själva motståndskroppen ofta är svart, vit eller blå.
På mönsterkortet (den omonterade plattan med ledningsdragningen) finns motsvarande "paddar" som ofta kan vara av förtennad koppar, kemiskt guld eller annat som är bra för lödning.
På dessa paddar lägger man således lödpastan. Den är komplett med lodet och flussmedlet som gör att man får en bra och säker förbindning. Lodet kan läggas på för hand och då oftast med en dispenser (dispensering) som ger möjlighet att "dutta" ut lämplig mängd lod med hjälp av tryckluft eller för hand genom att trycka ut den. Så gör man ofta när det gäller enklare kort och vid t.ex. prototyper.
Vid större antal komponenter kan man låta en maskin göra detta. Den hittar då automatiskt (med hjälp av en dispenseringsfil från CAD-systemet) var paddarna är och pressar ut pastan på kortet.
Det finns snabba dispenseringmaskin men vid serieproduktion används oftast en pastaplåt (i t.ex. tunnt, rostfritt stål) som har hål för paddarna. Man lägger på en mängd pasta och drar med ett platt verktyg (ungefär som en isskrapa) ut pastan över plåten (stencilen). Där hålen är i plåten fastnar pasta på mönsterkortet.
På liknande sätt gör man för komponenter med flera pen eller varierande storlekar.
Det är ett snabbt sätt och pastabetrykningen kan ske manuellt eller med hjälp av en automatisk maskin.
Efter det kommer någon av de tre olika varianterna på montering av komponenterna dvs ytmonteringen. Man tar helt enkelt och monterar komponenter så att de ligger med anslutningarna på lodet.
Själva monteringen kan göras för hand med hjälp av en pincett (vanlig eller med vacum). Komponenten hålls fast på kortet av pastan eftersom vikten av komponenten är så obetydlig. Mycket tunga komponenter kan faktiskt behöva limmas men vi lämnar den delen.
Att sitta och handmontera är tidsödande och därför kan man få hjälp av maskinen som väljer ut lämplig komponent (automatisk eller semimanuell montering). En sådan maskin kan även ha möjlighet att visa var komponenten ska sitta med hjälp av ljus eller genom att styra pincetten i x- och y-led.
Den tredje metoden är att automatmontera. Då får man en pick-and-placefil från CAD-systemet som man laddar in i en automatmonteringsmaskin. Man lägger in komponenter och registrerar dem samt kalibrerar maskinen och var kortet ligger. Här är även komponenthöjderna viktiga men det finns oftast en standardisering för t.ex. R0805, C0402, SOIC-8 med fler. Dvs komponenterna har specifik storlek i x, y samt z ledet.
Sedan kan maskinen montera komponenterna på kort efter kort beroende på hur stor serien är. Moderna maskiner har oftast även bildkontroll som verifierar monteringen. Beroende på hur stora serier som ska produceras finns mer eller mindre avancerade maskiner för antal kort per tidsenhet eller egentligen antalet komponenter per minut eller timma.
Komponenterna ligger i remsa på rullar (tejp), i sk plattor eller rör. Maskinen matar fram komponenter automatiskt och det hela resulterar i ett monterat mönsterkort s.k. kretskort. Det är bara att fylla på kort och komponenter när det behövs. Det finns även maskiner som plockar lösa komponenter. Vi har en sådan.
När kortet är bestyckat avsynas det av maskinen eller manuellt och läggs sedan i en ugn som värmer upp kort och komponenter. Pastan smälter och när den är avkyld har man ett kort med perfekta lödningar.
När kortet är i ugnen värms det oftast i flera steg för att inte komponenterna ska röra på sig och för att lödningarna ska bli så bra som önskat. En sådan fas kan t.ex. vara förvärmning, lite avkylning, förvärmning till nästan smältvärme, smältvärme och sedan en extra topp för att garantera lödningarna. Allt med olika tisenheter. Här brukar det vara en transportör som kortet ligger på (liknande bagagebandet på en flygplats men anpassat föpr värme). Då passerar kortet olika xoner. Även avkylningen sker i steg.
Att ställa in ugnens olika steg är oftast en erfarenhetsfråga som en ugnsoperatör lär sig. Här ska även tilläggas att den som bestämmer var komponenterna ska sitta på kortet ofta rådgör men ugnsoperatören för att värmespridningen över kortet ska bli så optimal för komponenterna som möjligt. Det kan påverka hur lång livstid man kan förvänta sig av ett färdigt kretskort i funktionell drift.
Detta var en förenklad beskrivning av ytmontering till färdiga kretskort.
OBSERVERA! Den stora bilden av ett monterat mönsterkort högst upp är tagen före ugn. Vi brukar göra så och skicka till vår uppdragsgivare för att man ska kunna kontrollera kortet. När det sedan körs i ugn blir lödningarna blanka och fina. Dessutom glider komponenterna in på paddarna av kapiläreffekten om paddar och komponenter överenstämmer. Vill du ha hjälp med caddning kan vi även ordna det.